【泰吉鑫】作为多功位冷镦机的生产厂家,为您提供多工位冷镦机夹钳调试怎么操作,多工位冷镦机调机技巧有哪些。夹钳驱动系统的每个夹钳都有一对行星齿轮,可以控制夹钳的翻转和平移,以实现精确和平稳的进给。
多工位冷镦机夹钳调试
夹钳驱动系统的每个夹钳都有一对行星齿轮,可以控制夹钳的翻转和平移,以实现精确和平稳的进给。
泰吉鑫机械是专业的螺丝生产机械制造厂家,台湾技术,20余年的生产经验,品质保证,诚信合作。我司专业生产螺丝搓丝机,搓牙机,打头机,冷镦机,多工位冷镦机,四模四冲冷镦机,二模四冲冷镦机,全自动冷镦机,螺丝打头机等。
下面由泰吉鑫小编只各位介绍多工位冷镦机夹钳调试步骤:
1、多工位冷镦机夹钳承载力强、耐磨性极好:多工位四模四冲冷镦的曲轴、机器整体、冲击连杆之间的联接都使用非常耐磨的合金铜瓦联接,因此它具有承载力强、使用寿命长、且机械整体抗伸拉强度非常高,耐磨性极好;
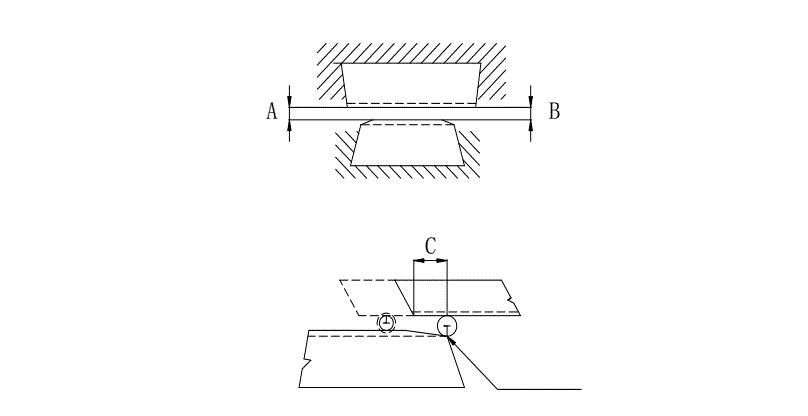
2、多工位冷镦机夹钳传动效率高、稳定且动态平衡性能好:四模四冲冷镦机使用二级齿轮传动系统,并使用张闭式夹钳传送,能够精准地翻转、平移,非常有利于工件的成型;切断力系统使用导板运动,切料系统直线传送,省时省力;
3、变频、节能、安全:多工位冷镦机夹钳有变频调速配置,此装置可以在指定的范围内实现变频调速,用户体验佳。配置了气动的刹车器,有效地降低了机械自身的电机能耗。设备故障时可自动停机;
4、送料精度高:泰吉鑫多工位四模四冲冷镦机配置了送料止推,大大提高送料的精确度。

台湾多工位冷镦机夹钳调试
台湾多工位冷镦机泰吉鑫冷镦机的夹钳调试特点主要有什么呢!泰吉鑫冷镦机定位准确,操作稳定,维修方便。切料系统稳定且有力。调整方便。夹钳张闭时间可调整,冷镦机带搓丝机构,能实现一台设备原材料到产品一气呵成,太正机床更加方便和灵活运动。
提供一种台湾多工位冷镦机夹钳调试多工位冷镦机的夹钳定位机构的技术方案,不仅可以使工件在夹紧时进行旋转,以满足工件表面不同位置的加工,而且简化了工件的加工流程,提高了冷镦机的工作效率,提高工件的加工质量,主钳口可以转动,可以有效地提高主钳口与不同形状工件表面之间的接触面积,进而提高了主钳口对工件中间的装夹压力,同时可以有效保护工件,防止工件表面的压力过大、接触面积过小而造成变形。
多工位冷镦机夹钳调试图
多工位冷镦机夹钳弹簧
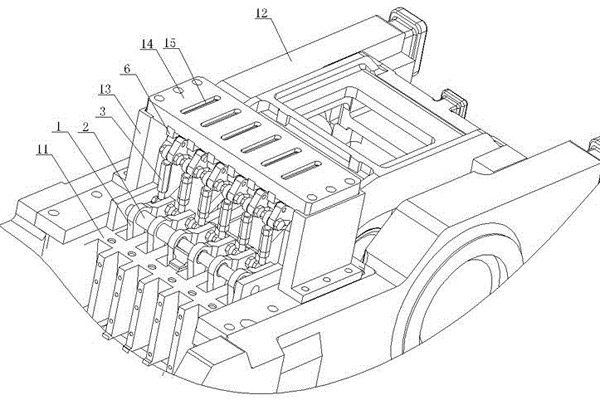
—种高性能多工位冷镦机的夹钳弹簧定位机构,其特征在于:夹钳弹簧定位机构包括固定套筒、端盖、转动机构、基座和钳臂,端盖位于固定套筒的左侧,端盖上设置有限位接口,端盖的内部设置有第一进油管和第一出油管,第一进油管和第一出油管上分别设置有第一抽油栗和第一电磁阀,固定套筒内设置有油压缸和推杆,推杆通过活塞杆连接油压缸,油压缸的两侧分别设置有第二进油管和第二出油管,第二进油管和第二出油管上分别设置有第二抽油栗和第二电磁阀,转动机构位于固定套筒的右侧,基座固定连接在转动机构的右侧,钳臂通过连杆连接基座,连杆上设置有托架,钳臂通过定位螺杆限位在托架内,托架上设置有辅助钳口,钳臂的端部设置有主钳口 ;通过在固定套筒和基座之间设置转动机构,可以使夹钳定位机构在夹紧工件时进行旋转,以满足工件表面不同位置的加工,不仅简化了工件的加工流程,而且提高了冷镦机的工作效率,提高工件的加工质量,第一抽油栗和第一电磁阀可以控制油压缸内液压油的压力,进而通过活塞杆控制推杆的距离,起到调节钳臂的伸缩长度,提高了工件加工的灵活性,第二抽油栗和第二电磁阀则可以控制分油腔内液压油的压力,进而控制钳臂的夹紧压力,提高工件装夹的稳定性和可靠性,托架可以将钳臂的转动点进行固定,为主钳口在夹紧时提供一个支撑点,提高了主钳口的稳定性,通过辅助钳口和主钳口的设计,可以满足对不同形状工件的装夹,辅助钳口可以起到辅助装夹的作用,提高了工件装夹时的稳定性。
多工位冷镦机夹钳调试视频
多工位冷镦机夹钳不稳
多工位冷镦机夹钳不稳可以通过多工位冷镦机的推力机构采用计算机设计和凸轮加工,以实现平稳、快速推出。切割部件的辊轴采用双向支撑,保证剪叉杆有足够的钢材。夹钳驱动系统的每个夹钳都有一对行星齿轮,可以控制夹钳的翻转和平移,以实现精确和平稳的进给。
多工位冷镦机夹钳调试图纸
多工位冷镦机夹钳手册
1、通过在固定套筒和基座之间设置转动机构,可以使夹钳定位机构在夹紧工件时进行旋转,以满足工件表面不同位置的加工,不仅简化了工件的加工流程,而且提高了冷镦机的工作效率,提高工件的加工质量;
2、第一抽油栗和第一电磁阀可以控制油压缸内液压油的压力,进而通过活塞杆控制推杆的距离,起到调节钳臂的伸缩长度,提高了工件加工的灵活性,第二抽油栗和第二电磁阀则可以控制分油腔内液压油的压力,进而控制钳臂的夹紧压力,提高工件装夹的稳定性和可靠性;
3、通过辅助钳口和主钳口的设计,可以满足对不同形状工件的装夹,辅助钳口可以起到辅助装夹的作用,提高了工件装夹时的稳定性;
4、当工件被夹紧后,根据工件需要加工的位置,通过电机带动齿轮转动,进而带动转动盘转动,使工件需要加工的面对准加工工具,不仅提高了安全性,而且可以实现一体化加工,缩短了加工时间;
5、通过将主钳口进行转动式设计,可以有效地提高主钳口与不同形状工件表面之间的接触面积,进而提高了主钳口对工件中间的装夹压力,同时可以有效保护工件,防止工件表面的压力过大、接触面积过小而造成变形,耐磨层可以有效地提高主钳口与工件中间的摩擦力,提高了装夹时的稳定性。
本实用新型结构简单,实用性强,不仅可以使工件在夹紧时进行旋转,以满足工件表面不同位置的加工,而且简化了工件的加工流程,提高了冷镦机的工作效率,提高工件的加工质量。
多工位冷镦机夹钳调试技巧
多工位冷镦机夹钳调试技巧有:固定套筒的外侧设置有安装定位板,安装定位板可以有效地将夹钳定位机构固定在冷镦机的传送机构上,使工件在夹紧的情况下随着传送机构一起移动,缩短了加工时间,提高了加工精度。
转动机构包括固定盘和转动盘,转动盘通过空心连接柱转动连接在固定盘上,空心连接柱的外圈上设置有齿条,固定盘内设置有电机,电机通过转轴连接有齿轮,齿轮与齿条相匹配,当工件被夹紧后,根据工件需要加工的位置,通过电机带动齿轮转动,进而带动转动盘转动,使工件需要加工的面对准加工工具,不仅提高了安全性,而且可以实现一体化加工,缩短了加工时间。
主钳口通过螺钉转动连接在钳臂上,主钳口的底部设置有耐磨层,通过将主钳口进行转动式设计,可以有效地提高主钳口与不同形状工件表面之间的接触面积,进而提高了主钳口对工件中间的装夹压力,同时可以有效保护工件,防止工件表面的压力过大、接触面积过小而造成变形,耐磨层可以有效地提高主钳口与工件中间的摩擦力,提高了装夹时的稳定性。
多工位冷镦机夹钳原理
螺丝冷镦机主要用于制造各种螺栓、各种螺母、各种铁钉、各种铆钉等五金产品。随着人们生活水平的提高,对于机械的精度和生产效率要求也越来越高,提高产能是螺丝生产企业降低成本的一种非常必要的途径,因此越来越多的高速冷镦机、全自动打头机、多工位四模四冲冷镦机相继制造出来。泰吉鑫多工位四模四冲冷镦机因只减少了传输的距离,速度也有所提高,从而提高了生产效率。



 139 2589 6916(邓先生)
139 2589 6916(邓先生) 





